
Proper assembly of tube fittings is crucial to the smooth operation of all fluid control systems. In order to ensure proper assembly, all stainless steel fittings should be pre-assembled by an oiled pre-assembly tool. Read on to learn how to install a 24º tube fitting -DIN2353 & ISO 8434-1 by assembling cutting ring fittings in a direct fitting body, pre-assembly tool or assembling a standpipe with cone fitting O-ring.
Preparing Cutting Ring Fittings
To assemble cutting ring fittings in a direct fitting body or pre-assembly tool, you will need to cut the tube at a right angle or at an angular offset of 1/2º in relation to the tube axis. Some might prefer using a tube cutter instead of a saw; however, this could create a formation of considerable burrs at an angular cut. The process of sawing the tube will leave dust residue in and around the tube, which could contaminate the fluid if not properly cleaned. After thoroughly cleaning the tube, you will have to lightly deburr the tube ends on the inside and outside of the edge to smoothen the surface.
Assembling Cutting Ring Fittings in Direct Fitting Body or Pre-assembly Tool
Once you’ve properly cut and cleaned the tube, you can begin assembling the cutting ring. You will first lubricate the thread, the inside of the fitting body, the thread of the nut and the cutting ring using a proper lubricant. As seen in the picture below, place the nut and the cutting ring on the tube and ensure that they’re both facing the right direction.
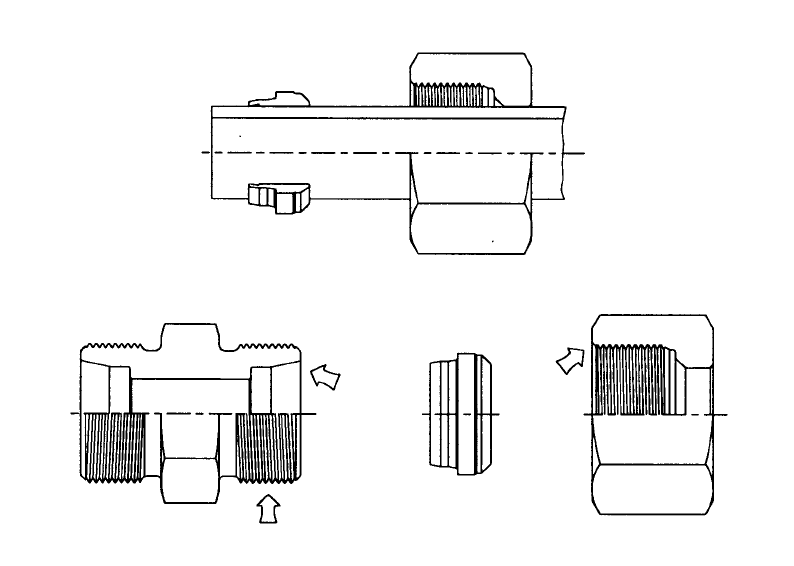
After inserting the tube into the fitting body and up to the tube abutment, hand-tighten the nut. You will then use a wrench to hold the fitting body and a second wrench to tighten the nut for 1 ½ turns. To avoid turning the fitting body, hold it firmly in place while you only turn the nut. For the pre-assembly tool, tighten the wrench 1 ¼ turns. If any deviation occurs when tightening the turns, it will reduce the normal pressure and the service life of the fitting, resulting in leakages or slipping of the tube, so make sure to tighten the nut properly.
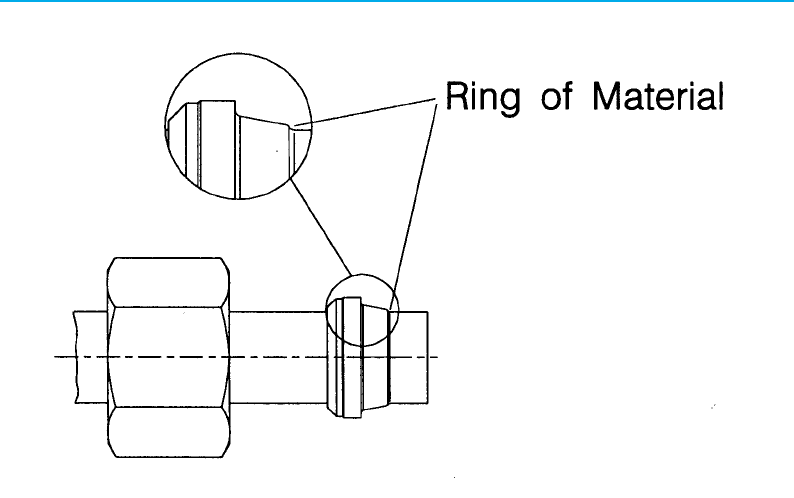
To check the penetration of the cutting edge, you will see a visible ring of the material that is filling out the space in front of the ring face, as shown in the picture below.
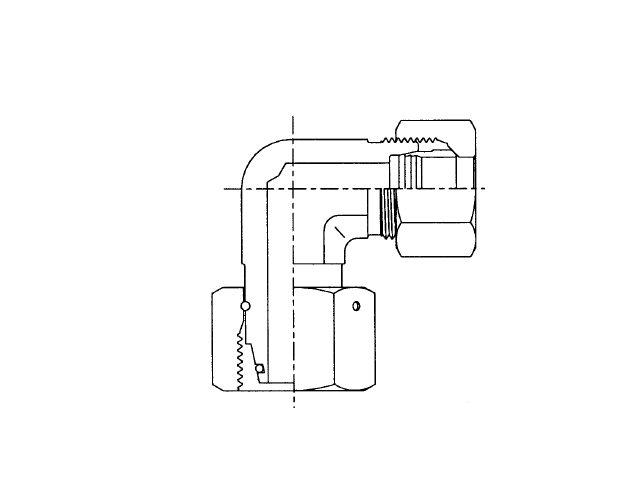
Assembling Standpipe and Cone Fitting with O-ring
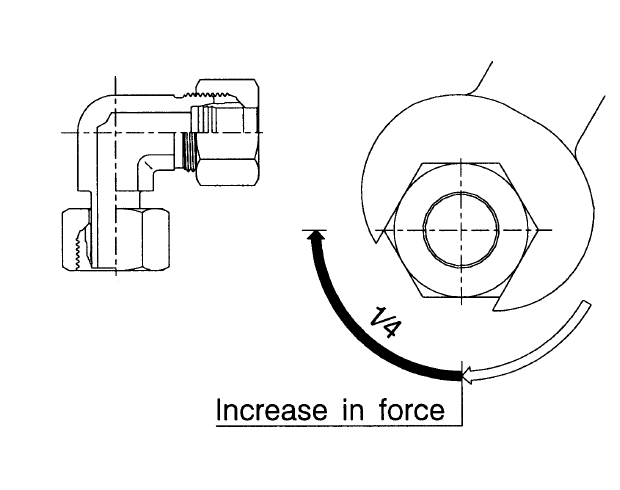
When assembling a standpipe and cone fitting with an O-ring, you will first to tighten the nut on the pipe by using a wrench with increased force and tighten the nut ¼ turns. Using the right amount of pressure when tightening the nut will ensure that the nut is properly assembled. For example, using more force than necessary to tighten the nut can damage it, while using less pressure can lead to leakage in your system. After the initial turn, oil the O-ring and then use a wrench to hold the fitting body firmly while using another wrench to tighten the nut ¼ turn.
Safety Measures
If the tube fitting is improperly installed, it will eventually cause a leak. In cases where the pressure is very high, the tube can shoot out of the fitting like a projectile and may hit another machine or, worse, a worker. If there’s a leak in any of the tube fittings, you risk exposing your workers to hazardous material running through the system. In order to avoid any possibility of leakage, always follow the manufacturer’s guidelines to assemble the fittings properly. You can also double-check your work using a gap gauge to ensure that the fitting is tightly sealed and leak-proof.
Hy-Lok Canada: Trusted Tube Fittings
Since 1977, Hy-Lok Canada has been manufacturing and supplying fluid system components all throughout Canada. Our fittings catalog includes a wide variety of tube fittings that can withstand pressure ranging up to 800 bar at 120ºC. We have manufactured our products to be easily integrated into any fluid control system as they are fully interchangeable with other brands such as Swagelok and Parker. For more information about our fittings catalog, contact us today.



